
CNC milling is undoubtedly a detailed process, employing specialized machinery and processes to carry out any design. Industrial products have grown more complex over time, and manufacturing processes have evolved alongside them.
While 3-axis milling is widely used across the industry, operators have incorporated a fourth axis for complex design production. This additional axis enables machining wrapped features, turning, and contouring in a variety of applications, and is compatible with a variety of CNC machinery arrangements, boosting its versatility. Let’s explore the merits of 4-axis further, looking especially at its role in mill-turning.
What is Mill-Turning?

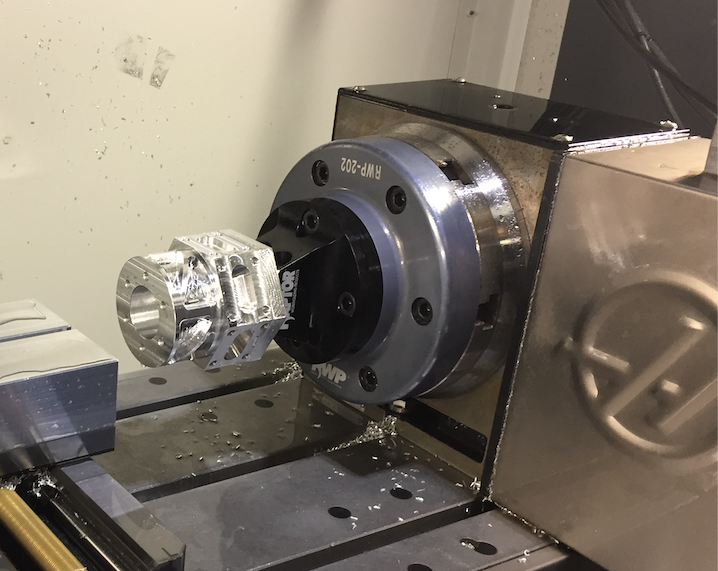
Turning involves any process where the workpiece (the piece of secured, pre-shaped material) rotates in a chuck while the cutting tool moves across it. During this machining process, the material is removed from the workpiece, creating a revolved profile. While milling employs multipoint tools and a fixed workpiece, turning typically uses single-point tools. Mill-turning combines the revolution of the workpiece with the tools of milling. This combination facilitates greater manipulation of the workpiece, like rotation, allowing for more intricate milling patterns.
Introducing the Fourth Axis

The typical 3-axis setup includes the X, Y, and Z axes. The 4-axis will depend on the machine configuration. For mill-turns it is commonly the “C” axis, and it rotates around Z. In milling machines with a rotary, it is commonly the “A” axis, and it rotates around X. In any configuration, the fourth axis is the rotary axis, meaning it rotates around one of the other axes, adding much more flexibility and control when manipulating the workpiece. Various tools can be attached to the fourth axis to expand output capabilities.
A fourth axis aids manipulation and accuracy of your milling tool. 4-axis is critical for cutting features along an arc when manually machining, which is otherwise difficult to do. This process is often referred to as continuous cutting. Capable CAM software is necessary when automating this continuous machining process, as it is more complicated. But what if we want to fix this axis?
Using 4-Axis for Indexing
When the fourth axis is used for indexing, the axis is locked while the cutting tool executes moves in 2- or 3-axes (X, Y, Z). Indexing is often called 3+1 because all 4-axes are not moving simultaneously. Indexing is a simpler process than continuous operation and is excellent for gaining improved access to the parts being manipulated. It might reduce the number of setups needed to machine a part, significantly improving total cycle time. This additional axis allows for much higher efficiency and greater flexibility.
Programming the Fourth Axis
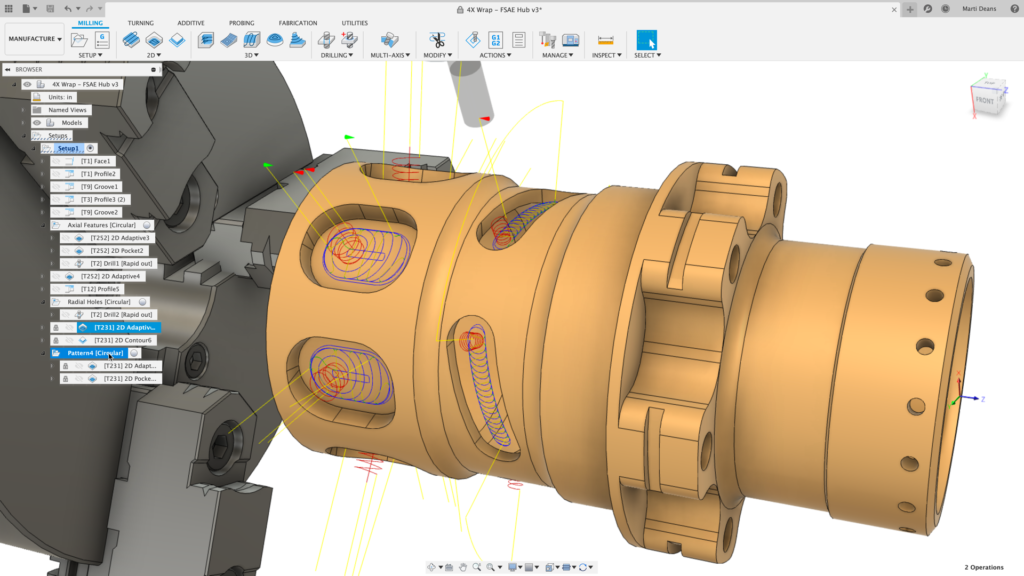
Due to the complexity of continuous 4-axis work, software is often implemented to simplify the programming process. While standard 2- and 3-axis strategies are used during indexing, these programmed solutions aren’t adequate for more complex 4-axis operations. A simple way to accomplish this is through 4-axis wrapping software, which transforms 2D and 3D strategies to wrap around a cylinder. It is easy to start with XYZ plane programming and convert it to accommodate the fourth axis.
Simultaneous 4-axis basically requires full-fledged CAM software. These programs go beyond g-code wrapping, allowing for rotation of the fourth axis while the other three axes are also in motion. CAM software, such as Fusion 360, will enable teams to program wrapped toolpaths, simultaneous 4-axis motion, and even an array of parts in tombstones.
The 4-axis is a powerful addition to any manufacturing setup. It brings many more capabilities to the table and enables complex workflows.
Try Fusion 360 today.
![]()