Gli ultimi due aggiornamenti di Fusion hanno migliorato notevolmente le funzionalità di tornitura e tornitura/fresatura e segnano solo l’inizio del nostro impegno a continuare ad arricchire l’offerta Autodesk in quest’area. Ci siamo concentrati sulla risoluzione dei problemi più comuni riscontrati dagli utenti con la filettatura e abbiamo inserito alcune importanti integrazioni per aumentare l’efficienza complessiva nella generazione dei percorsi di taglio per la tornitura.
Grazie a questi aggiornamenti è ora possibile utilizzare le macchine con un livello di efficienza maggiore. Osserviamo nel dettaglio le integrazioni recentemente aggiunte in questa area, dai miglioramenti apportati alla filettatura ad una nuova strategia di estrazione della barra dedicata.
Miglioramenti alla filettatura di tornitura
Controllo avanzato
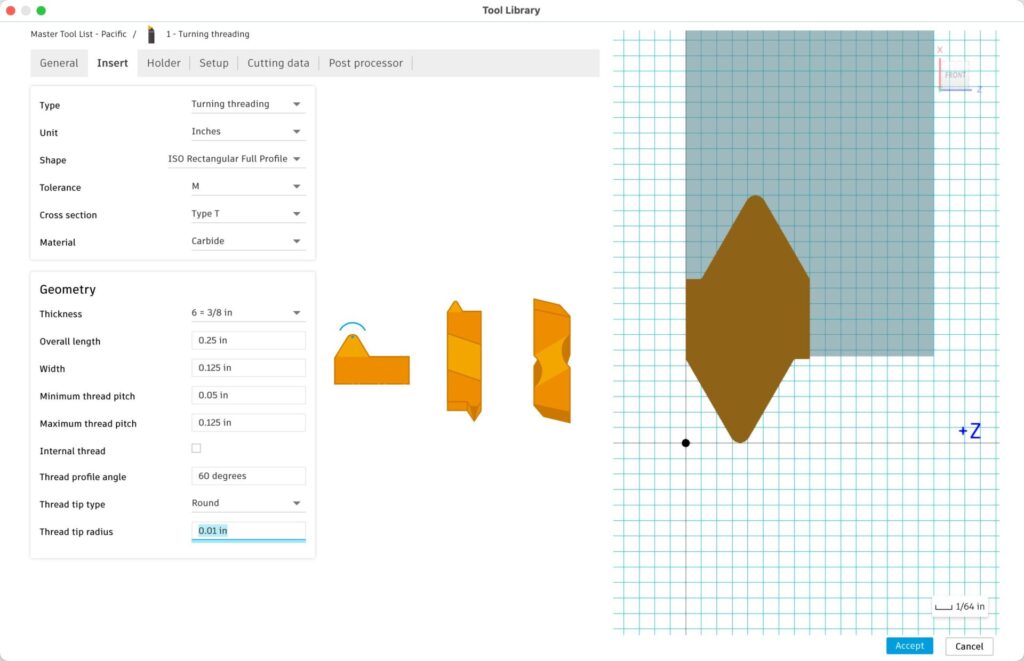
Gli utensili di filettatura, disponibili in varie forme e dimensioni, giocano un ruolo cruciale nel determinare le profondità di taglio ottimali per il percorso utensile. Abbiamo ampliato la definizione di utensile per la filettatura di tornitura per consentire di controllare l’inserto di taglio preciso per un utensile di filettatura e l’angolo del profilo di filettatura. Pertanto, non esiste più il limite di 60 gradi per l’angolo di un fianco degli inserti.
È stato inoltre aggiunto un controllo esplicito sulle condizioni della punta dell’utensile. Il tipo di punta della filettatura determina se la forma della filettatura viene associata ad una punta arrotondata, ad una punta viva o ad un’estremità troncata combinata con il controllo del Raggio punta filettatura o Larghezza punta filettatura. Specificando il tipo di punta si ottiene un elevato livello di controllo sulla precisione dell’utensile e questo consente di generare percorsi utensile migliori e ottenere un’esperienza di simulazione più precisa.
L’integrazione di queste definizioni offre inoltre molte nuove possibilità di supporto dei più recenti tipi di inserti di filettatura, quali Trapezoidale, ACME e Whitworth, oltre agli accoppiamenti dei tubi (DIN 405 Round).
Prima passata
Gli utensili di filettatura in genere hanno un raggio di curvatura tagliente di dimensioni ridotte. È il punto più piccolo dell’inserto e quello che ha maggiori probabilità di rompersi sotto la pressione di lavorazione di un’operazione di filettatura.
La maggior parte delle applicazioni di filettatura avrà un numero impostato di passaggi per ottimizzare le prestazioni dell’inserto. Tuttavia, il numero ottimale di passate produceva occasionalmente una ridotta profondità di taglio iniziale, che causava un’eccessiva vibrazione o, viceversa, una eccessiva profondità di taglio iniziale, che metteva a rischio l’integrità dell’utensile.
Pertanto, alla strategia di filettatura di tornitura è stata aggiunta una prima passata per la filettatura, per consentire la sostituzione del valore di default. Questo tuttavia non consente di separare in modo indipendente il numero di passate per completare una filettatura e la profondità di taglio iniziale per avviare la filettatura.
Opzioni estese
L’ultimo miglioramento al workflow di filettatura introdotto in questa release è l’ampliamento della gamma di opzioni disponibili per definire la lunghezza della filettatura.
In precedenza, il processo di filettatura funzionava indipendentemente dal paradigma abituale di Fusion e si basava principalmente sulla selezione di un cilindro per determinare la lunghezza della filettatura. Sebbene sia efficace per le filettature che includono l’intero cilindro, gli utenti hanno riscontrato difficoltà quando era necessario regolare la lunghezza della filettatura, perché era complicato identificare i valori di offset appropriati e le loro origini per ottenere una lunghezza di filettatura precisa.
Ora i confinamenti anteriore e posteriore sono identici a quelli che offriamo nelle altre strategie. Inoltre è possibile scegliere in modo associativo spigoli e riferimenti del modello o del materiale residuo per impostare l’inizio e la fine delle rispettive filettature.
Modalità Tornitura – Faccia
Lo spunto per la prossima serie di miglioramenti del percorso utensile di tornitura è stata la mia partecipazione all’ultimo IMTS, durante il quale ho assistito alla dimostrazione delle capacità di tornitura di Fusion condotta da un ingegnere applicativo Autodesk.
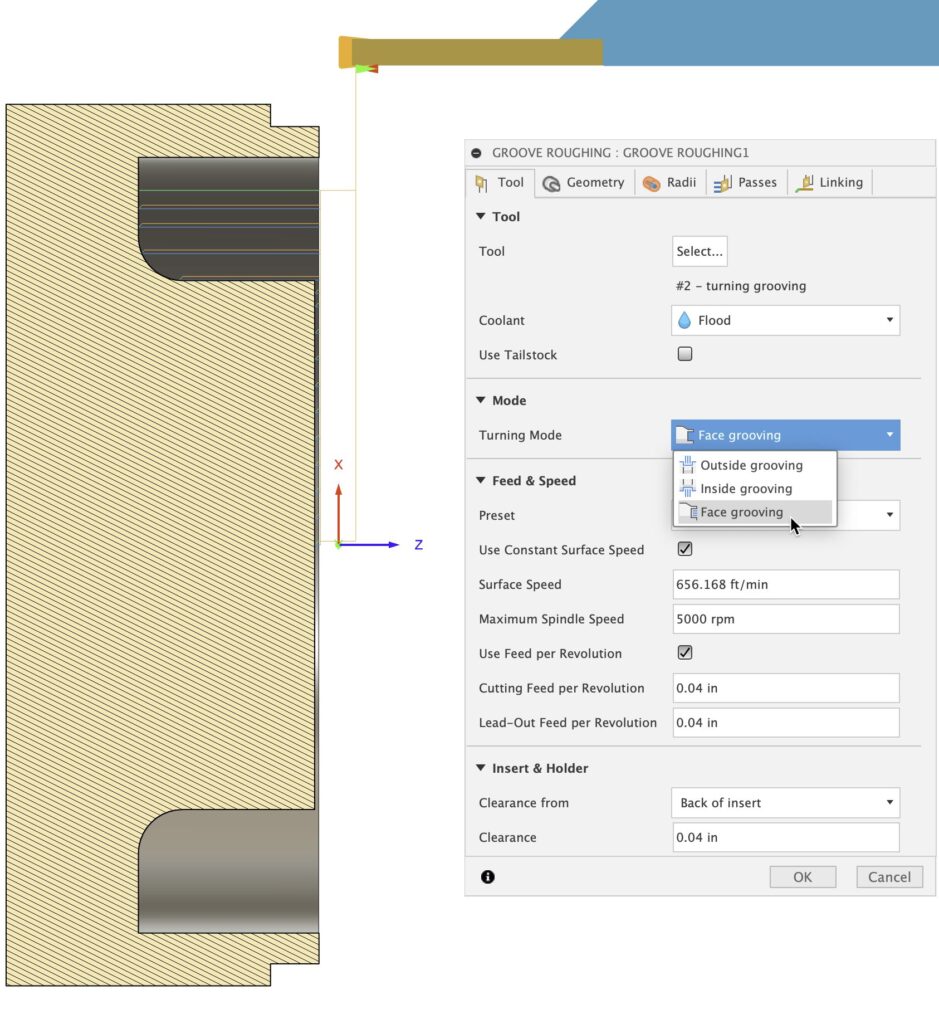
Il potenziale cliente ha delineato il risultato desiderato, che prevedeva l’utilizzo di un utensile per la scanalatura faccia per realizzare una scanalatura di guarnizione sulla faccia del pezzo. Ho osservato l’ingegnere applicativo mentre tentava di ottenere il risultato desiderato. La confusione è iniziata con la scelta tra scanalatura esterna e scanalatura interna, perché non era possibile stabilire con certezza quale delle due avrebbe consentito l’uso di un utensile per la scanalatura faccia per lavorare quella specifica sezione del modello.
Mi sono immediatamente chiesto come mai questo processo non fosse stato semplificato. Abbiamo dunque sviluppato una nuova modalità di tornitura appositamente progettata per la lavorazione della faccia di una parte. Ora, grazie ad una modalità di tornitura della faccia dedicata per le strategie di scanalatura e profilatura, questo processo è stato notevolmente semplificato.
La nuova modalità ci permette anche di ottenere movimenti di uscita migliori e più sicuri, dando priorità al movimento lungo l’asse Z prima di quello lungo l’asse X. La direzione del taglio cambia anche da anteriore a posteriore, da posteriore ad anteriore, da interno ad esterno e da esterno ad interno.
In alcuni casi, le parti lavorabili non soddisfano la categorizzazione delle regioni esterna, interna o faccia. Ciò è particolarmente evidente nelle parti con forme più organiche, soprattutto nelle aree frontali.
Per questo motivo, quando si utilizza la modalità Profilo esterno, sarà possibile lavorare le “aree disconnesse”, ovvero quell’area grigia tra esterna, interna e faccia. Di seguito è mostrato un esempio specifico in cui la regionalizzazione del percorso utensile avrebbe comportato la necessità di due o forse tre percorsi utensile disconnessi per ottenere l’intero profilo.
Mandrini e dispositivi di fissaggio
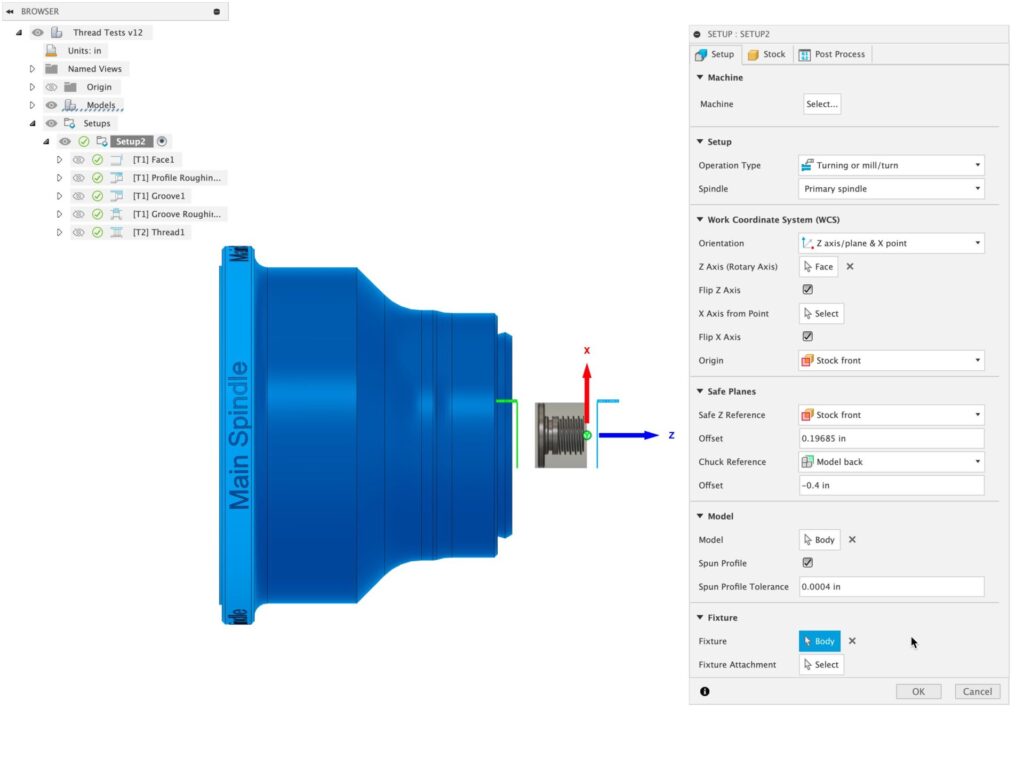
Questa release vede anche l’aggiunta dei dispositivi di fissaggio in una configurazione di tornitura o fresa/tornio e una riorganizzazione del punto di riferimento del mandrino. Questa novità è stata introdotta in prospettiva futura. Speriamo di poter offrire presto la possibilità di evitare automaticamente gli elementi di fissaggio nei percorsi utensile. Il nostro desiderio è che gli utenti che si occupano di tornitura/fresatura possano beneficiare di questo miglioramento quando sarà pronto per il rilascio. Ciò garantisce una maggiore coerenza tra le impostazioni di fresatura e tornitura e ci consente di condividere i miglioramenti futuri.
La funzionalità Riferimento mandrino resta accessibile ed è stata spostata nella sezione Piani di sicurezza. È ancora possibile definire il Piano del mandrino utilizzando le opzioni già note, ma questa caratteristica è stata ora migliorata grazie alla possibilità di fare riferimento al dispositivo di fissaggio, se selezionato come attrezzatura di supporto.
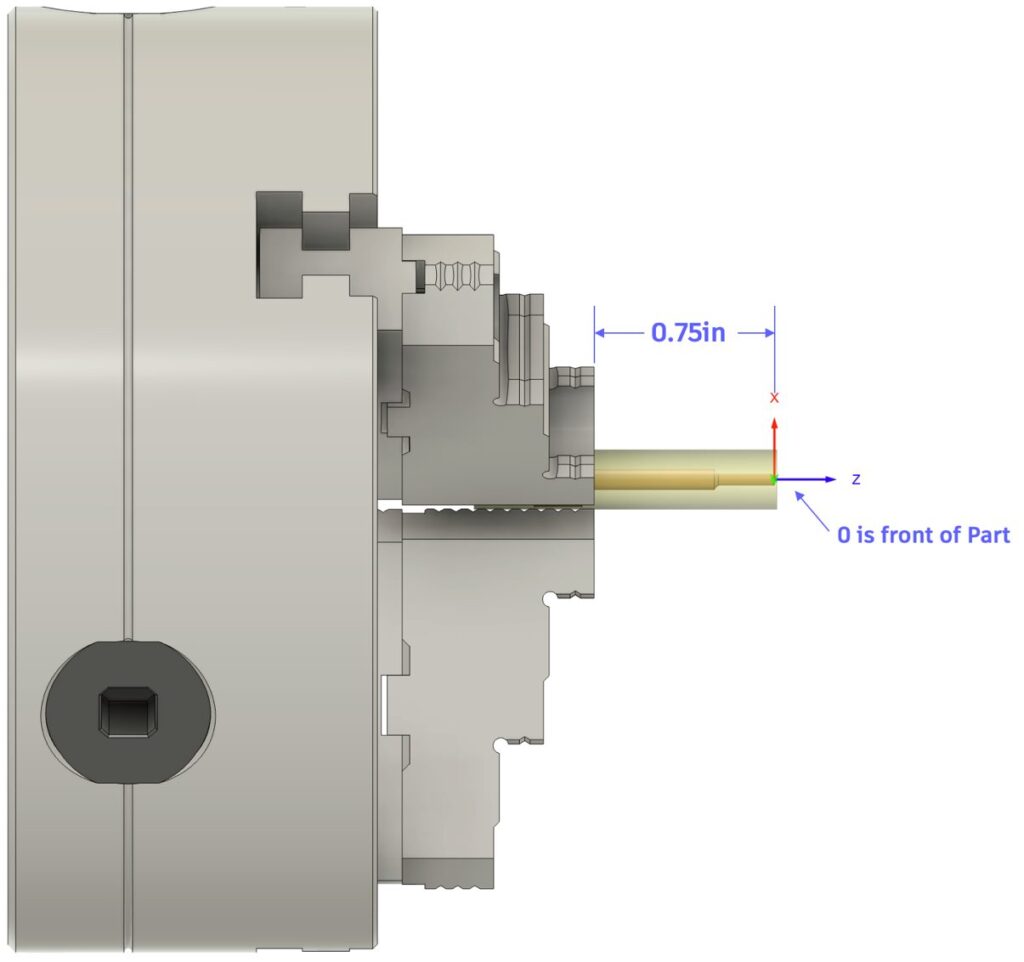
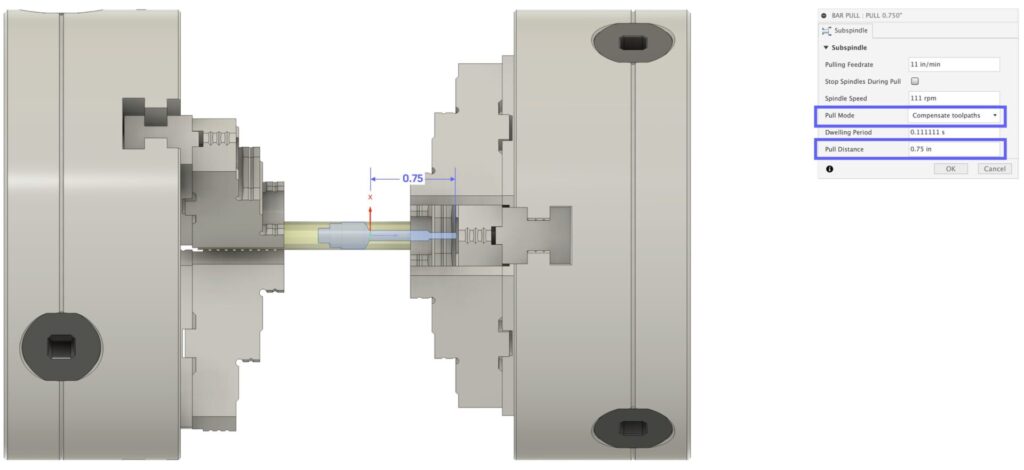
Nuova strategia di estrazione della barra
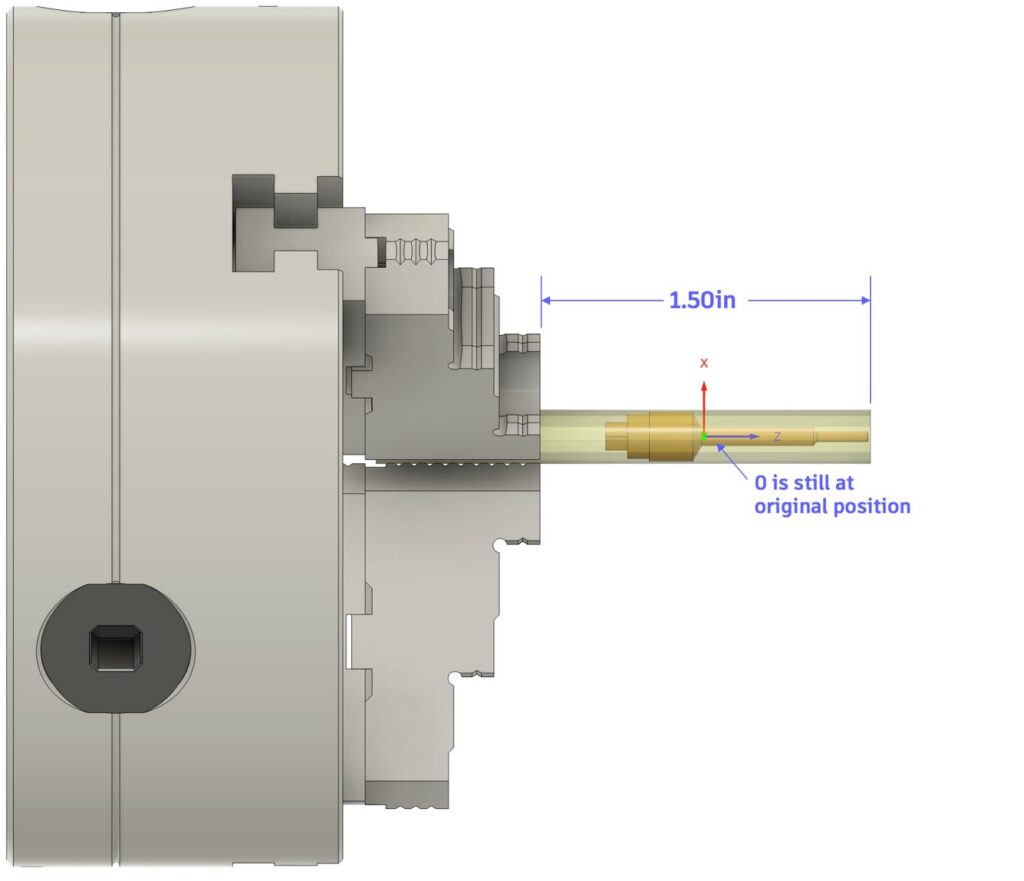
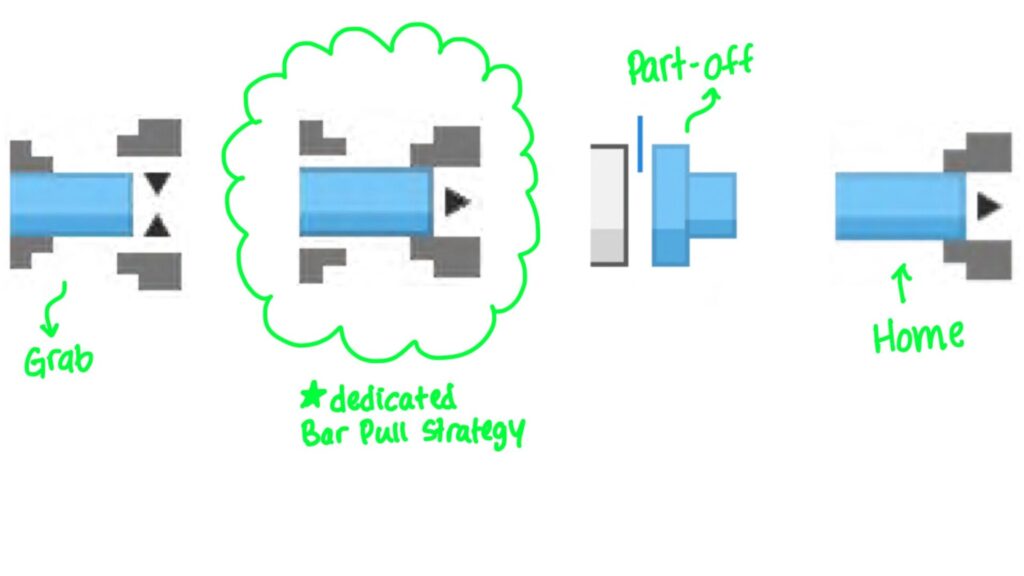
L’ultimo grande miglioramento per chi si occupa della programmazione di macchine con due mandrini è l’aggiunta di una strategia di estrazione della barra dedicata. Questa nuova operazione offre due forme di estrazione della barra. Nella prima, la barra viene estratta da una distanza specificata e G54 rimane la configurazione, ma ogni percorso utensile dopo l’estrazione viene compensato dalla distanza di estrazione.
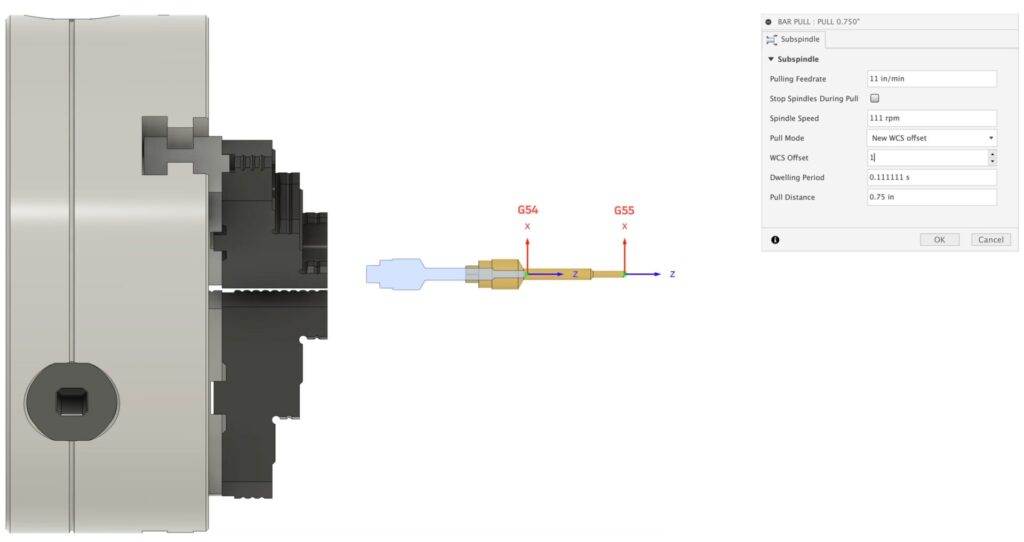
Nella seconda opzione, quando viene eseguita l’operazione di estrazione viene creato un nuovo WCS per le operazioni di post-estrazione.
L’aggiunta di questa operazione eliminerà molte ambiguità sull’esecuzione di una corretta procedura di taglio in Fusion per la macchina in uso e completerà tutti i pezzi del puzzle necessari.
Altri miglioramenti della tornitura
Altri miglioramenti del percorso utensile in questa release includono un nuovo tipo di concatenamento di default per il percorso utensile di tornitura quando si utilizza la sostituzione del modello e un migliore collegamento tra il percorso di taglio, il punto iniziale e il punto finale del percorso utensile per le strategie di profilatura e scanalatura.
Inoltre, ora garantiamo che nelle operazioni di finitura dei profili di tornitura venga selezionata l’opzione per consentire allo svincolo di tagliare il materiale grezzo. Se in passato uno svincolo in uscita avrebbe tallonato il modello anziché non creare lo svincolo, ora lo svincolo viene creato con un angolo modificato per evitare il tallonamento con il modello. Questo funzionamento lo renderà coerente con la creazione di uno svincolo in entrata.
Continua a seguirci
Il nostro impegno a migliorare questo workflow continua. Rimani aggiornato sui futuri miglioramenti alla tornitura.
By clicking subscribe, I agree to receive the Fusion newsletter and acknowledge the Autodesk Privacy Statement.
Success!
______
Preferenze cookie
La tua privacy è importante per noi, così come lo è poterti offrire un'esperienza ottimale. Per poter personalizzare le informazioni e creare applicazioni, raccogliamo dati relativi al tuo utilizzo di questo sito.
Possiamo raccogliere e utilizzare i dati che ti riguardano?
Scopri di più sui servizi di terze parti utilizzati in ciascuna categoria e sull'utilizzo dei dati raccolti online.
Cookie strettamente necessari: indispensabili per garantire il funzionamento corretto del sito Web e per fornire i servizi ai clienti
Qualtrics
Per consentirti di esprimere il tuo feedback tramite sondaggi o moduli online, ci affidiamo a Qualtrics. È possibile che tu venga casualmente selezionato per partecipare ad un sondaggio o che tu decida attivamente di inviarci il tuo feedback. I dati che raccogliamo servono a comprendere meglio le azioni che hai eseguito prima di partecipare ad un sondaggio. In questo modo possiamo risolvere i problemi che potrebbero verificarsi. Informativa sulla privacy di Qualtrics
Akamai mPulse
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Akamai mPulse. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Akamai mPulse
Digital River
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Digital River. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Digital River
Dynatrace
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Dynatrace. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Dynatrace
Khoros
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Khoros. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Khoros
Launch Darkly
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Launch Darkly. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Launch Darkly
New Relic
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a New Relic. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di New Relic
Salesforce Live Agent
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Salesforce Live Agent. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Salesforce Live Agent
Wistia
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Wistia. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Wistia
Tealium
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Tealium. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Tealium
Upsellit
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Upsellit. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Upsellit
CJ Affiliates
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a CJ Affiliates. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di CJ Affiliates
Commission Factory
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Commission Factory. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Commission Factory
Google Analytics (Strictly Necessary)
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Google Analytics (Strictly Necessary). I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Google Analytics (Strictly Necessary)
Typepad Stats
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Typepad Stats. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Typepad Stats
Geo Targetly
Ci appoggiamo a Geo Targetly per indirizzare i visitatori del sito Web verso la pagina Web più appropriata e/o offrire contenuti personalizzati in base alla loro posizione geografica. Geo Targetly utilizza l'indirizzo IP di un visitatore del sito Web per determinare la posizione approssimativa del suo dispositivo. In questo modo è possibile fare in modo che il visitatore visualizzi il contenuto nella propria lingua locale (con elevata probabilità).Informativa sulla privacy di Geo Targetly
SpeedCurve
Utilizziamo SpeedCurve per monitorare e misurare le prestazioni del sito Web, misurando i tempi di caricamento della pagina e la reattività di elementi successivi quali immagini, script e testo.Informativa sulla privacy di SpeedCurve
Qualified
Qualified is the Autodesk Live Chat agent platform. This platform provides services to allow our customers to communicate in real-time with Autodesk support. We may collect unique ID for specific browser sessions during a chat. Qualified Privacy Policy
Cookie finalizzati al miglioramento dell'esperienza utente: grazie a questi cookie, possiamo mostrare ai clienti contenuti personalizzati in base alle loro preferenze
Google Optimize
Per verificare le nuove funzionalità sui nostri siti e personalizzare la tua esperienza di utilizzo di tali funzionalità, ci affidiamo a Google Optimize. Per raggiungere questo obiettivo, raccogliamo dati comportamentali mentre utilizzi i nostri siti. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, l'ID Autodesk e altri. In base alla verifica delle funzionalità, è possibile che venga visualizzata una versione diversa dei nostri siti o che il contenuto cambi in base agli attributi dei visitatori. Informativa sulla privacy di Google Optimize
ClickTale
Per comprendere meglio in quali sezioni dei nostri siti gli utenti incontrano maggiori difficoltà, ci affidiamo a ClickTale. Utilizziamo la registrazione delle sessioni per verificare il modo in cui interagisci con i siti, inclusi tutti gli elementi presenti nelle pagine. Le tue informazioni personali identificabili vengono mascherate e non vengono raccolte. Informativa sulla privacy di ClickTale
OneSignal
Per distribuire pubblicità digitale sui siti supportati da OneSignal, ci affidiamo a OneSignal. Gli annunci si basano sui dati di OneSignal e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da OneSignal. I dati forniti a OneSignal vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di OneSignal
Optimizely
Per verificare le nuove funzionalità sui nostri siti e personalizzare la tua esperienza di utilizzo di tali funzionalità, ci affidiamo a Optimizely. Per raggiungere questo obiettivo, raccogliamo dati comportamentali mentre utilizzi i nostri siti. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, l'ID Autodesk e altri. In base alla verifica delle funzionalità, è possibile che venga visualizzata una versione diversa dei nostri siti o che il contenuto cambi in base agli attributi dei visitatori. Informativa sulla privacy di Optimizely
Amplitude
Per verificare le nuove funzionalità sui nostri siti e personalizzare la tua esperienza di utilizzo di tali funzionalità, ci affidiamo a Amplitude. Per raggiungere questo obiettivo, raccogliamo dati comportamentali mentre utilizzi i nostri siti. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, l'ID Autodesk e altri. In base alla verifica delle funzionalità, è possibile che venga visualizzata una versione diversa dei nostri siti o che il contenuto cambi in base agli attributi dei visitatori. Informativa sulla privacy di Amplitude
Snowplow
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Snowplow. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Snowplow
UserVoice
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a UserVoice. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di UserVoice
Clearbit
Con Clearbit è possibile arricchire i dati in tempo reale per fornire un'esperienza personalizzata e pertinente ai nostri clienti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati e l'indirizzo IP o l'ID del dispositivo.Informativa sulla privacy di Clearbit
YouTube
YouTube è una piattaforma di condivisione video che consente agli utenti di visualizzare e condividere video incorporati nei siti Web di Autodesk. YouTube fornisce metriche di visualizzazione sulle prestazioni video. Informativa sulla privacy di YouTube
Cookie finalizzati alla personalizzazione degli annunci pubblicitari: permettono ad Autodesk di offrire ai clienti annunci pubblicitari mirati
Adobe Analytics
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Adobe Analytics. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, nonché l'ID Autodesk. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Adobe Analytics
Google Analytics (Web Analytics)
Per raccogliere dati sul tuo comportamento nei nostri siti, ci affidiamo a Google Analytics (Web Analytics). I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Utilizziamo questi dati per misurare le prestazioni del sito e valutare la semplicità dell'esperienza online, in modo da migliorare le nostre funzionalità. Utilizziamo inoltre metodi di analisi avanzati per ottimizzare l'esperienza con e-mail, supporto clienti e vendite. Informativa sulla privacy di Google Analytics (Web Analytics)
AdWords
Per distribuire pubblicità digitale sui siti supportati da AdWords, ci affidiamo a AdWords. Gli annunci si basano sui dati di AdWords e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da AdWords. I dati forniti a AdWords vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di AdWords
Marketo
Per inviare contenuti e-mail più tempestivi e pertinenti, ci affidiamo a Marketo. Per raggiungere questo obiettivo, raccogliamo dati sul tuo comportamento online e sull'interazione con le e-mail che ricevi da Autodesk. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, le percentuali di e-mail aperte, i collegamenti su cui hai fatto clic e altri. È possibile che questi dati vengano combinati con quelli raccolti da altre fonti per migliorare la tua esperienza con il team delle vendite o il servizio clienti, nonché per mostrare contenuti più pertinenti in base all'elaborazione avanzata dei dati analitici. Informativa sulla privacy di Marketo
Doubleclick
Per distribuire pubblicità digitale sui siti supportati da Doubleclick, ci affidiamo a Doubleclick. Gli annunci si basano sui dati di Doubleclick e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Doubleclick. I dati forniti a Doubleclick vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Doubleclick
HubSpot
Per inviare contenuti e-mail più tempestivi e pertinenti, ci affidiamo a HubSpot. Per raggiungere questo obiettivo, raccogliamo dati sul tuo comportamento online e sull'interazione con le e-mail che ricevi da Autodesk. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, le percentuali di e-mail aperte, i collegamenti su cui hai fatto clic e altri. Informativa sulla privacy di HubSpot
Twitter
Per distribuire pubblicità digitale sui siti supportati da Twitter, ci affidiamo a Twitter. Gli annunci si basano sui dati di Twitter e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Twitter. I dati forniti a Twitter vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Twitter
Facebook
Per distribuire pubblicità digitale sui siti supportati da Facebook, ci affidiamo a Facebook. Gli annunci si basano sui dati di Facebook e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Facebook. I dati forniti a Facebook vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Facebook
LinkedIn
Per distribuire pubblicità digitale sui siti supportati da LinkedIn, ci affidiamo a LinkedIn. Gli annunci si basano sui dati di LinkedIn e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da LinkedIn. I dati forniti a LinkedIn vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di LinkedIn
Yahoo! Japan
Per distribuire pubblicità digitale sui siti supportati da Yahoo! Japan, ci affidiamo a Yahoo! Japan. Gli annunci si basano sui dati di Yahoo! Japan e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Yahoo! Japan. I dati forniti a Yahoo! Japan vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Yahoo! Japan
Naver
Per distribuire pubblicità digitale sui siti supportati da Naver, ci affidiamo a Naver. Gli annunci si basano sui dati di Naver e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Naver. I dati forniti a Naver vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Naver
Quantcast
Per distribuire pubblicità digitale sui siti supportati da Quantcast, ci affidiamo a Quantcast. Gli annunci si basano sui dati di Quantcast e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Quantcast. I dati forniti a Quantcast vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Quantcast
Call Tracking
Per fornire numeri di telefono personalizzati per le nostre campagne, ci affidiamo a Call Tracking. In questo modo potrai contattare più velocemente i nostri agenti e Autodesk potrà valutare in modo accurato le prestazioni. È possibile che vengano raccolti dati sul tuo comportamento nei nostri siti in base al numero di telefono specificato. Informativa sulla privacy di Call Tracking
Wunderkind
Per distribuire pubblicità digitale sui siti supportati da Wunderkind, ci affidiamo a Wunderkind. Gli annunci si basano sui dati di Wunderkind e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Wunderkind. I dati forniti a Wunderkind vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Wunderkind
ADC Media
Per distribuire pubblicità digitale sui siti supportati da ADC Media, ci affidiamo a ADC Media. Gli annunci si basano sui dati di ADC Media e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da ADC Media. I dati forniti a ADC Media vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di ADC Media
AgrantSEM
Per distribuire pubblicità digitale sui siti supportati da AgrantSEM, ci affidiamo a AgrantSEM. Gli annunci si basano sui dati di AgrantSEM e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da AgrantSEM. I dati forniti a AgrantSEM vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di AgrantSEM
Bidtellect
Per distribuire pubblicità digitale sui siti supportati da Bidtellect, ci affidiamo a Bidtellect. Gli annunci si basano sui dati di Bidtellect e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Bidtellect. I dati forniti a Bidtellect vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Bidtellect
Bing
Per distribuire pubblicità digitale sui siti supportati da Bing, ci affidiamo a Bing. Gli annunci si basano sui dati di Bing e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Bing. I dati forniti a Bing vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Bing
G2Crowd
Per distribuire pubblicità digitale sui siti supportati da G2Crowd, ci affidiamo a G2Crowd. Gli annunci si basano sui dati di G2Crowd e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da G2Crowd. I dati forniti a G2Crowd vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di G2Crowd
NMPI Display
Per distribuire pubblicità digitale sui siti supportati da NMPI Display, ci affidiamo a NMPI Display. Gli annunci si basano sui dati di NMPI Display e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da NMPI Display. I dati forniti a NMPI Display vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di NMPI Display
VK
Per distribuire pubblicità digitale sui siti supportati da VK, ci affidiamo a VK. Gli annunci si basano sui dati di VK e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da VK. I dati forniti a VK vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di VK
Adobe Target
Per verificare le nuove funzionalità sui nostri siti e personalizzare la tua esperienza di utilizzo di tali funzionalità, ci affidiamo a Adobe Target. Per raggiungere questo obiettivo, raccogliamo dati comportamentali mentre utilizzi i nostri siti. I dati potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo, l'ID Autodesk e altri. In base alla verifica delle funzionalità, è possibile che venga visualizzata una versione diversa dei nostri siti o che il contenuto cambi in base agli attributi dei visitatori. Informativa sulla privacy di Adobe Target
Google Analytics (Advertising)
Per distribuire pubblicità digitale sui siti supportati da Google Analytics (Advertising), ci affidiamo a Google Analytics (Advertising). Gli annunci si basano sui dati di Google Analytics (Advertising) e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Google Analytics (Advertising). I dati forniti a Google Analytics (Advertising) vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Google Analytics (Advertising)
Trendkite
Per distribuire pubblicità digitale sui siti supportati da Trendkite, ci affidiamo a Trendkite. Gli annunci si basano sui dati di Trendkite e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Trendkite. I dati forniti a Trendkite vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Trendkite
Hotjar
Per distribuire pubblicità digitale sui siti supportati da Hotjar, ci affidiamo a Hotjar. Gli annunci si basano sui dati di Hotjar e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Hotjar. I dati forniti a Hotjar vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Hotjar
6 Sense
Per distribuire pubblicità digitale sui siti supportati da 6 Sense, ci affidiamo a 6 Sense. Gli annunci si basano sui dati di 6 Sense e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da 6 Sense. I dati forniti a 6 Sense vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di 6 Sense
Terminus
Per distribuire pubblicità digitale sui siti supportati da Terminus, ci affidiamo a Terminus. Gli annunci si basano sui dati di Terminus e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da Terminus. I dati forniti a Terminus vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di Terminus
StackAdapt
Per distribuire pubblicità digitale sui siti supportati da StackAdapt, ci affidiamo a StackAdapt. Gli annunci si basano sui dati di StackAdapt e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da StackAdapt. I dati forniti a StackAdapt vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di StackAdapt
The Trade Desk
Per distribuire pubblicità digitale sui siti supportati da The Trade Desk, ci affidiamo a The Trade Desk. Gli annunci si basano sui dati di The Trade Desk e su quelli comportamentali raccolti da Autodesk mentre utilizzi i nostri siti. I dati raccolti potrebbero includere le pagine visitate, le versioni di prova avviate, i video riprodotti, gli acquisti effettuati, l'indirizzo IP o l'ID del dispositivo. Tali informazioni potrebbero essere utilizzate insieme ai dati raccolti da The Trade Desk. I dati forniti a The Trade Desk vengono utilizzati per personalizzare al meglio l'esperienza della pubblicità digitale e visualizzare annunci più pertinenti. Informativa sulla privacy di The Trade Desk
RollWorks
We use RollWorks to deploy digital advertising on sites supported by RollWorks. Ads are based on both RollWorks data and behavioral data that we collect while you’re on our sites. The data we collect may include pages you’ve visited, trials you’ve initiated, videos you’ve played, purchases you’ve made, and your IP address or device ID. This information may be combined with data that RollWorks has collected from you. We use the data that we provide to RollWorks to better customize your digital advertising experience and present you with more relevant ads. RollWorks Privacy Policy
Sei sicuro di volere un'esperienza online limitata?
Desideriamo offrirti un'esperienza di utilizzo ottimale. Se scegli "Sì" per le categorie nella schermata precedente, raccoglieremo e utilizzeremo i tuoi dati per personalizzare la tua esperienza e creare migliori applicazioni su misura per te. Puoi modificare le impostazioni in qualsiasi momento facendo riferimento alla nostra Informativa sulla privacy.
La tua esperienza. Le tue scelte.
La tua privacy è importante. I dati che raccogliamo ci consentono di comprendere come utilizzi i nostri prodotti, quali informazioni potrebbero interessarti e quali aspetti possiamo migliorare per rendere più coinvolgente la tua esperienza di utilizzo dei prodotti Autodesk.
Possiamo raccogliere e utilizzare i dati che ti riguardano per offrirti un'esperienza personalizzata?
Scopri i vantaggi di un'esperienza personalizzata gestendo le impostazioni della privacy per questo sito oppure consulta la nostra Informativa sulla privacy per ulteriori informazioni sulle opzioni disponibili.