


Elevate your design and manufacturing processes with Autodesk Fusion
This post is also available in: Italiano (イタリア語) English (英語)
Fusion の旋盤加工と複合旋盤加工の機能は、過去 2 回のアップデートで大きく進化しました。私たちは現在も、この分野の機能強化を継続的に進めています。私たちは、多くのユーザーがねじ切り加工で直面している一般的な問題を解決するために、旋盤加工の切削パス生成プロセスを全体的に効率化する重要な機能をいくつか追加しました。
この新機能を利用することで、マシンの効果をさらに引き出すことができます。ねじ切り機能の改善や、バープル用の新しい加工法など、この分野で最近追加された機能について詳しく見ていきましょう。
旋盤ねじ切り加工が改善
強化されたコントロール
ねじ切り工具にはさまざまな形状やサイズのものがあるため、これらの要素はツールパスに最適な切削の深さを決定する上で重要です。そこで、ねじ切り工具とねじ切り輪郭の角度に対して切削インサートを正確にコントロールできるように、旋盤ねじ切り工具の定義における制約をなくしました。これにより、インサートのフランク角が 60 度に制限されることはなくなりました。
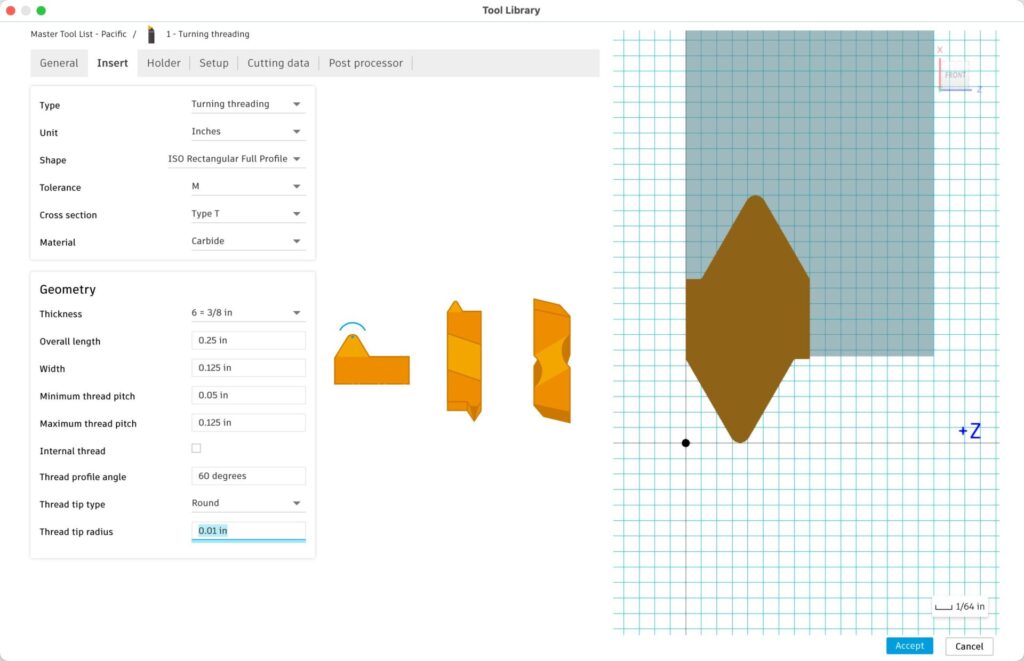
また、工具の先端条件に対する明示的なコントロールも追加しました。[ねじの先端のタイプ]で、ねじ先端の形状を[丸先]、[とがり先]、[平先]から指定します。さらに[ねじの先端の半径]、[ねじの先端の幅]のコントロールも追加されました。先端のタイプを指定することで、工具に対するコントロールの精度が上がり、より優れたツールパスの生成や正確なシミュレーションが可能になります。
この新しい設定オプションに伴い、パイプのカップリング(DIN 405 Round)や、台形ねじ、ACME ねじ、ウィットねじなどのインサート タイプが多数追加されました。
最初のパス
ねじ切り工具のノーズ半径は通常、小さいという特徴があります。インサートの最も小さい部分を使用するため、ねじ切り加工の圧力によって破損する可能性が最も高くなります。
一般的なねじ切り加工用アプリケーションでは、インサートのパフォーマンスを最適化するためのパス数が設定されています。しかしそのパス数では、最初の切削の深さが浅すぎて過度な振動が発生したり、逆に深くなりすぎるなど、工具の整合性が損なわれてしまう問題がありました。
そのため、旋盤ねじ切り加工法に[最初のパス]が追加され、既定値を上書きできるようにしました。ただし、ねじを完成させるためのパス数と、ねじ切りを開始するための最初の切削の深さを別々に設定することはできませんのでご留意ください。
オプションをさらに拡張
最新リリースでは、ねじの長さを定義するためのさまざまなオプションが追加され、ねじ切りのワークフローが改善されました。
従来、ねじ切りのプロセスは Fusion の通常のプロセスから独立していたため、円柱を選択してからねじの長さを決めるしかありませんでした。この方法は、円柱全体をねじで取り囲む場合には効果的ですが、ねじの長さを調整するのは大変な作業でした。正確なねじの長さを実現するためには、その元になるねじや適切なオフセット値を特定する必要があったからです。
そこで、他のすべての加工法で提供されているように、フロント制限とバック制限を認識する機能が追加されました。さらに、エッジ、モデル参照、ストック参照を関連付けて選択し、ねじの開始と終了を設定することもできます。
旋盤フェイシング モード
では次に、旋盤ツールパスの改善について説明しますが、その前に、この機能改善に至った経緯をお話ししましょう。先日、IMTS に参加した時のことです。私は、オートデスクのアプリケーション エンジニアが Fusion の旋盤機能を実演しているところを見守っていました。
面の溝切り工具を使用してパーツ面のシール溝を加工したいと、一人の観客がリクエストし、アプリケーション エンジニアはそれを実現しようとするものの、苦労している様子でした。外側溝切りと内側溝切りのどちらを選択するかから、混乱は始まりました。面の溝切り工具を使用してモデルの特定の断面を加工するためには、外側溝切りと内側溝切りのどちらかを選べばよいか、確実なところがわからなかったのです。
それを見て、このプロセスがなぜ合理化されていないのか、興味を持ったのをきっかけに、パーツの面の加工に特化した新しい旋盤モードを開発するに至りました。面の溝切りと輪郭の加工法に特化した旋盤モードが導入されたことで、あらゆるユーザーにとって、とてもわかりやすくなったはずです。
この新しいモードでは、X 軸方向より Z 軸方向への移動が優先されることで、より安全かつ適切な退避動作が可能になります。また、切削方向も、フロントからバック、バックからフロント、内側から外側、外側から内側、と変化します。
しかし場合によっては、加工対象のフィーチャを外側、内側、面の領域では分類できないことがあります。これは特に有機的な形状のパーツ、中でも正面部分が有機的な形状の場合に起きる問題です。
そのため、外側輪郭モードを使用する場合に、外側/内側/面の間のグレー領域である「連携されていない領域」を加工できるようにしました。ツールパスの領域を設定した結果、完全な輪郭を実現するには、2、3 の切断されたツールパスが必要になります。下の動画で、その具体例を示しています。
チャックと固定具
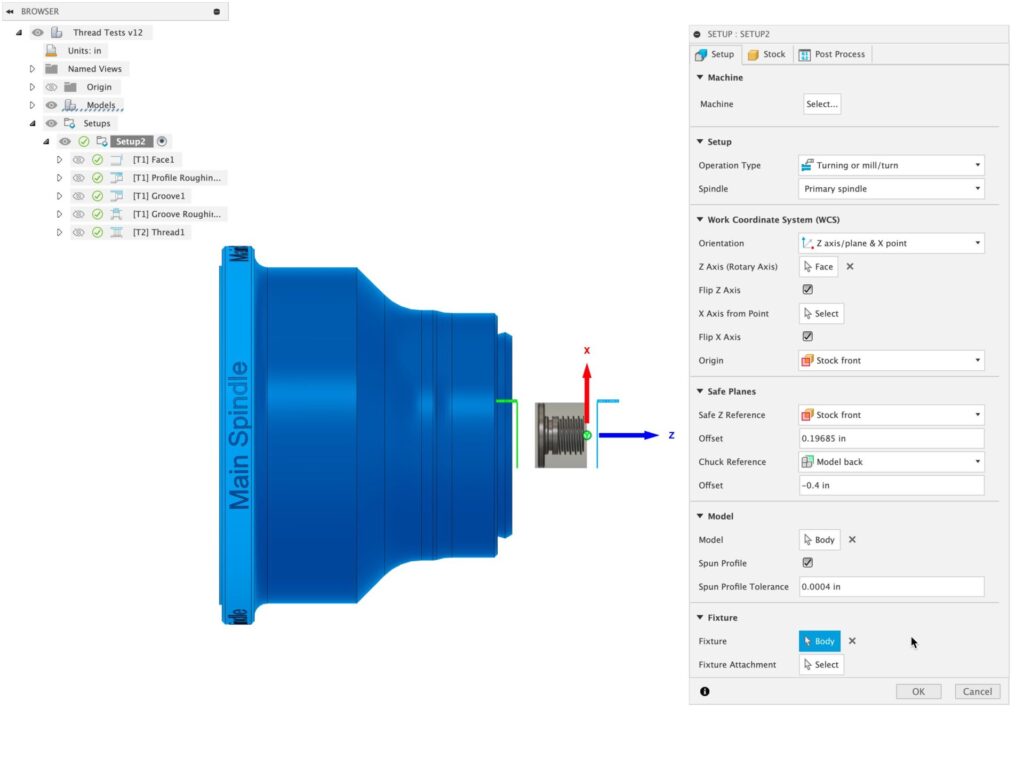
今回のリリースでは、複合旋盤のセットアップに固定具が追加され、チャック参照の保存場所が再整理されました。これは主に、将来に備えた変更です。私たちは将来的に、固定具を自動的に回避するツールパス機能を実現したいと考えています(この強化機能がリリースされれば、複合旋盤を使用する際にとても便利になるでしょう)。これにより、フライス加工と旋削加工の間でセットアップの一貫性が向上するとともに、今後の機能強化における可能性が広がります。
チャックの参照機能は、[安全平面]セクションに移動しましたが、引き続きアクセス可能です。チャック平面の設定は従来の方法でも行えますが、新機能が追加され、工作物保持方法として固定具が選択されている場合は固定具を参照できるようになりました。
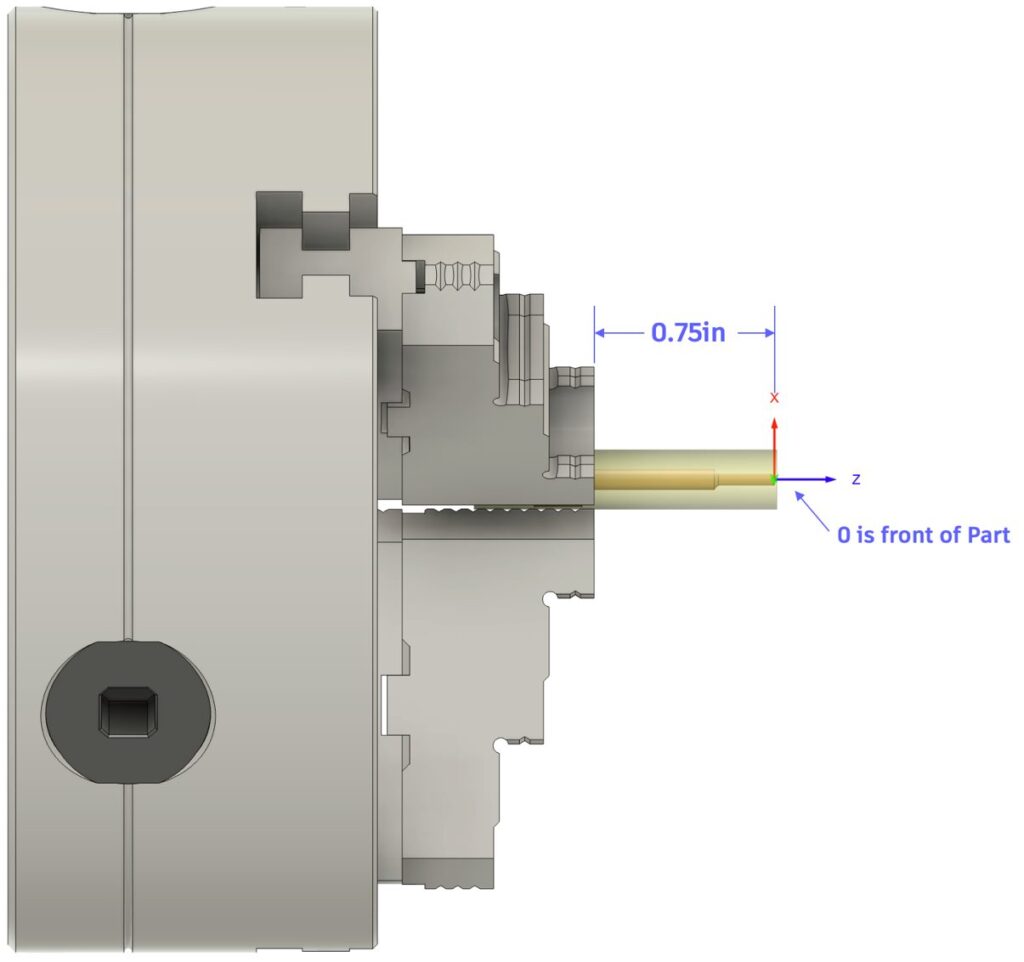
新しいバー プル加工法
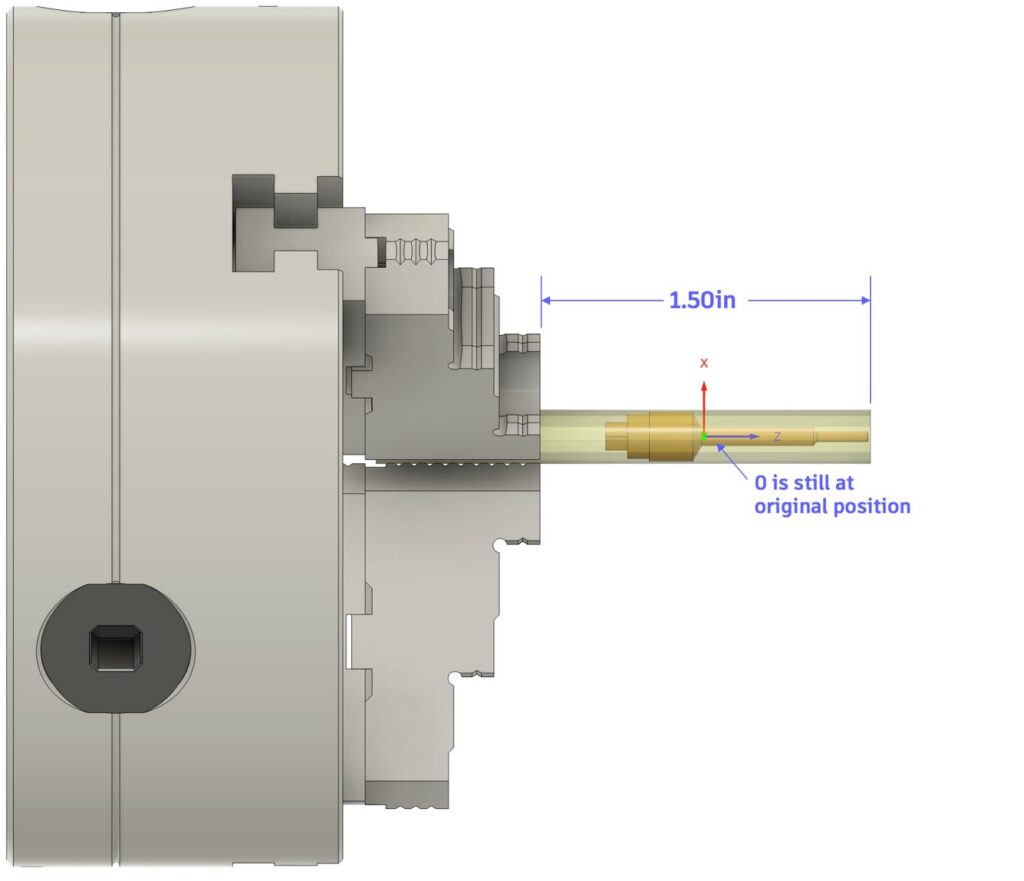
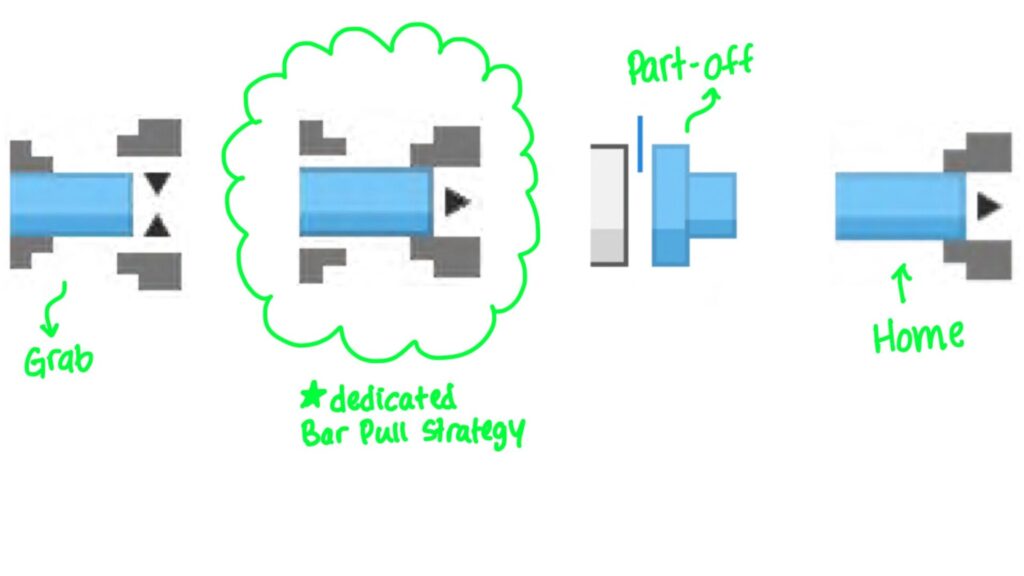
デュアル スピンドル マシンのプログラミング機能が大きく強化され、バー プルの加工方法が追加されました。この新しい操作には、2 種類のプル バーがあります。1 つは、指定した距離だけバーが引き出され、G54 はセットアップのまま維持されますが、引き出し後の各ツールパスはプル距離によって補正されます。
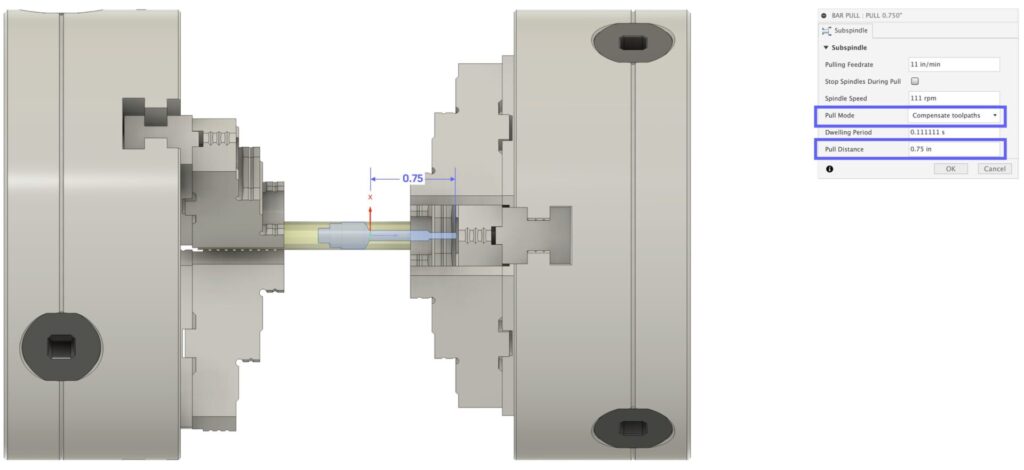
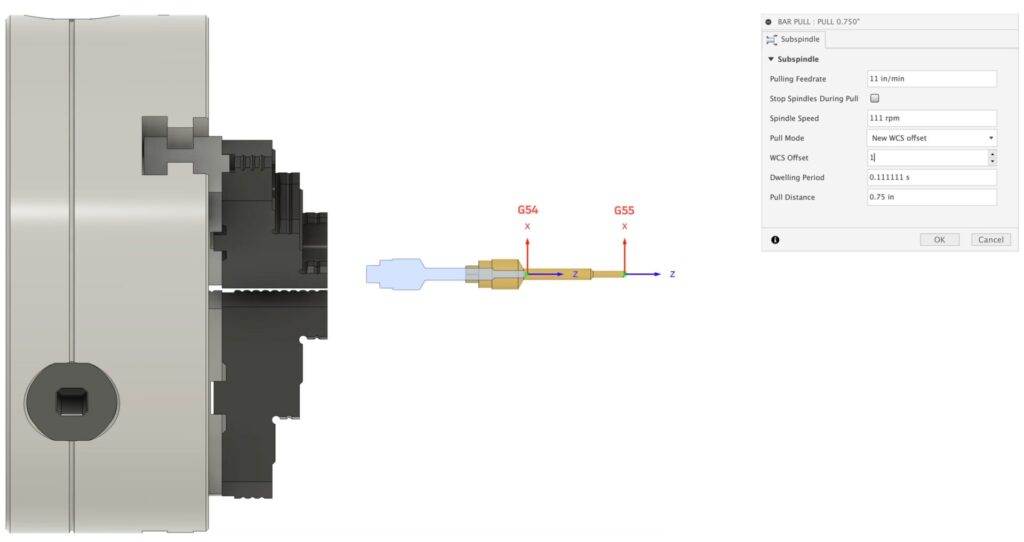
もう 1 つでは、プル操作を実行し、引き出し後の操作のために新しい WCS を作成します。
この操作が加わったことで、まるでパズルに必要なピースがすべて揃ったかのように、特定のマシンに適した切削プロセスを Fusion で実行する方法に関して曖昧だった点の大部分が解消されました。
旋盤に関するその他の機能強化
今回のリリースではその他にも、ツールパスのさまざまな機能が強化されました。モデルのオーバーライドを使用する場合の既定のチェーン タイプが新たに追加されたほか、輪郭加工法と溝切り加工法のツールパスの始点/終点と旋削ツールパスの間のリンクが改善されました。
さらに、旋盤輪郭仕上げ加工で、ストックを切削する際の進入をチェックする機能が追加されました。退出によってモデルでガウジが生じる可能性がある場合はそれを防ぐために、退出をまったく作成しないのでなく、角度を変更して退出を作成できるようになりました。この動作により、進入の作成における一貫性を確保できます。
最新情報をお楽しみに!
私たちは今後も引き続き、旋盤ワークフローのさらなる強化に取り組んでまいります。どうぞお楽しみに。