
Description
Designing parts for the injection molding process often relies on experience and generic guidelines. Determining the needed geometry for design features can be very time consuming. In this session, we’ll look at how we can streamline this process using Autodesk Fusion 360 software and its extensions. Autodesk Fusion 360 Product Design Extension includes tools for the quick addition of common features, such as snaps and bosses, to Autodesk Fusion 360 parts. Will these features work? Will the snap fail during initial assembly? Will there be sink marks if a boss is molded as designed? Autodesk Fusion 360 Simulation Extension tools for stress analysis and mold-filling simulation help answer these key questions. Now we can catch and correct potential issues early in the design cycle, when there’s still time to react and costs of changes are relatively low.
Key Learnings
- Learn how to configure and apply plastic rules to a design, then how to interpret the design advice for a part.
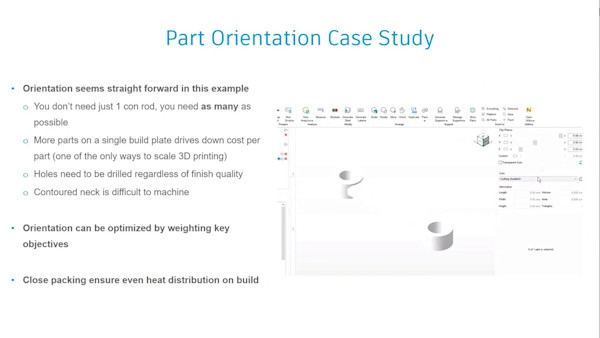
- Learn how to add common plastic features to a part, such as snaps and bosses.
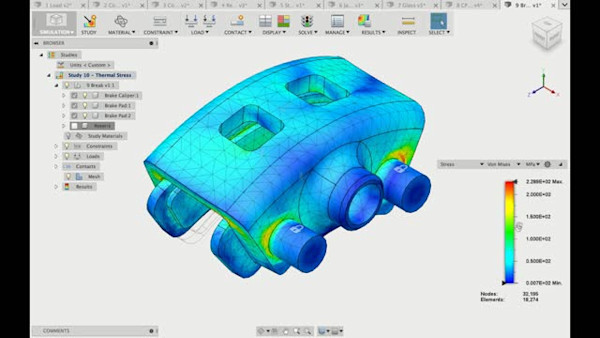
- Learn how to analyze a snap design for performance, including deformation during engagement.
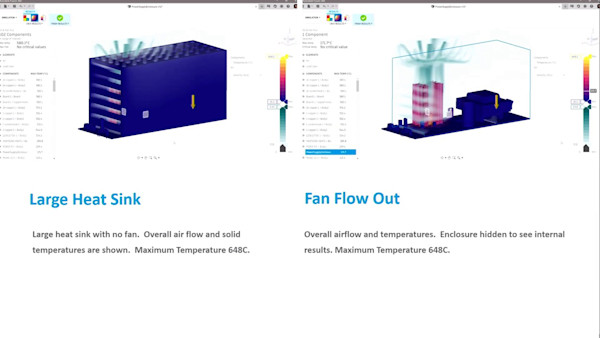
- Learn how to determine the mold-filling characteristics for a part.
Downloads
Tags
Product | |
Industries | |
Topics |
People who like this class also liked


Instructional Demo
Simulation for Fusion 360
Instructional Demo
Fusion 360 Case Study: Designing a Lab Supply

Hands-on Lab